> 3Dプリンター関係 > 熱溶解積層
3Dプリンター 熱溶解積層 人形ドール関係
ドール関係のメモ
■熱溶解積層式3Dプリンターを用いた球体関節人形ドールの製作
ドール製作は粘土がメインなのですが
・印刷時間が掛かる
完成品質よりも
ほぼ球体でラインが安定する頭部側と
胸の構造は
・
・
ドールはテンションの掛かる胴体ゴムを、首側でS字フックで留めて
問題はそれだけではない
・
素体には
F4a2ドスコイ
・
・
・
・
・
・
ちな
・
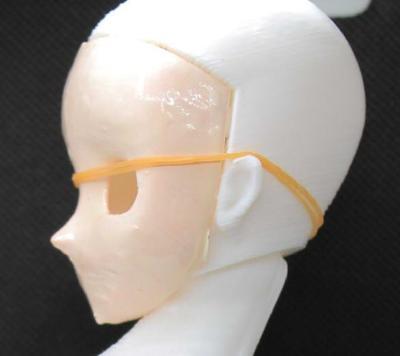
頭部の試作
顔の試作は
・経緯
顔を可愛く書けるか?というのが最重要課題である
・
・
・
フェイス加工実験
積層痕を消す
・
私の場合、試行錯誤して、
・
・
組み立ててみなければ分からない
受験戦争世代なので
しかし、印刷しなければ分からなかった部分もある
B型は、Aの失敗から
これらの反省を活かして作られたのがC型である
ヒジは90度まで曲がれば御の字
可動は割り切ってる
服着たら見えない部分だし、
■可動乳
触った感触は全然リアルではないし
・
画面では、映像では、
↑
意味は無くても、シールドライガーのカバーとか
頭部のシーム
ドール
プリンター
・初期の頃はもう少し綺麗だった
・
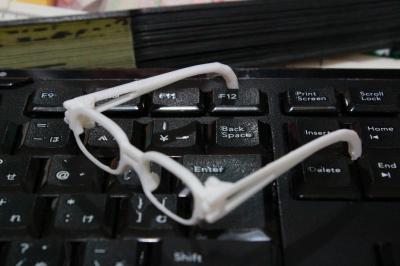
フレーム構造
従来製作していたドールは、
しかしそれも机上の空論である
ちなみに彼女のベースとなっているのは
胸部パーツ交換
私にとって
胸部パーツの交換機能が再現されてると
ぶっちゃけ、私好みにするなら
おもらしフェチなので
水を飲んでお漏らしする機能がついた人形を作りたいと
部分的に防水すれば言いと思うかもですが
ドール・内蔵表現
道を既知に
下フレームの「ライト影」を考慮したスウェー形状
■型番 EMGF
ページ作成: 2025/ 3/ 20
(最終更新: 2025/ 4/ 4)
※画面は開発中の物です
[コメントを書き込む(別窓) ] コメント機能テスト運用中